Machine de conditionnement horizontal sans barquette SF-G (conditionnement de biscuits sur chant à double goulotte)
Machine flow pack automatique avec goulottes d’alimentation gauche/droite pour le conditionnement sans barquette de biscuits, crackers, gaufrettes et autres produits alimentaires
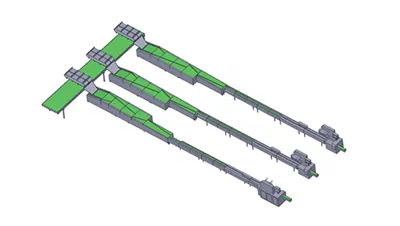
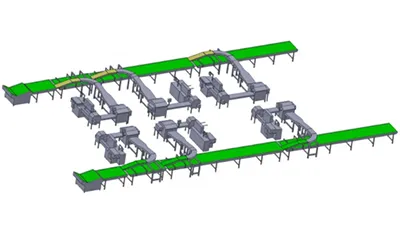
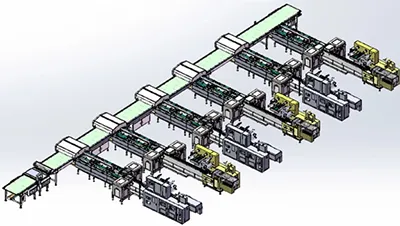
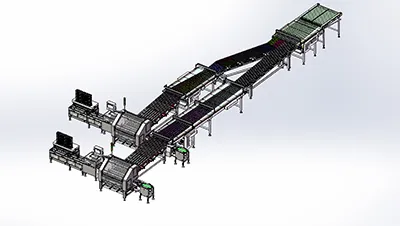
La machine flow pack horizontale sans barquette SG est équipée de deux goulottes d’alimentation latérales, à gauche et à droite. Les produits sont introduits manuellement dans les goulottes, ce qui permet d’assurer l’ensemble du processus de conditionnement : alimentation, poussée, avance film, convoyage par pince, soudure et coupe. Elle est couramment utilisée pour le conditionnement des biscuits et convient particulièrement aux biscuits sticks sans barquette ainsi qu’à d’autres produits allongés conditionnés sans barquette.
Applications




Caractéristiques
- La machine intègre un ensemble complet de composants électriques Siemens. Elle est pilotée par trois ou cinq servomoteurs, permettant une synchronisation précise de l’alimentation, de la poussée, de l’avance film, du convoyage par pince et de la vitesse de soudure/coupe, avec des capacités d’ajustement intelligentes.
- Les changements de produit sont rapides et facilitent une utilisation multi-applications sur une même machine, ce qui permet de réduire les temps de réglage et de limiter les coûts d’investissement.
- L’ensemble de la machine repose sur une structure ouverte en porte-à-faux avec transmission par courroie synchrone, offrant une conception compacte et un entretien plus simple.
- Le grand écran tactile réglable facilite l’utilisation, avec mémorisation et rappel des paramètres produits pour accélérer les changements de format.
- La chaîne du convoyeur d’alimentation adopte une conception de serrage souple afin de limiter la casse des produits pendant le transfert. Cette configuration aide également à réduire l’accumulation de résidus et les contraintes de nettoyage.
- Les rails de guidage du convoyeur intègrent un système d’évacuation des miettes qui limite l’accumulation de résidus dans les interstices et contribue à répondre aux exigences d’hygiène du secteur alimentaire.
- Le système d’extraction d’air retire l’excès d’air du sachet afin d’obtenir un emballage plus compact et un rendu final plus soigné.
- La nouvelle structure à double soudure longitudinale à chaud permet une fermeture régulière à plus basse température, même à cadence élevée. Lors de l’arrêt de la machine, les molettes de soudure s’ouvrent automatiquement afin de limiter l’échauffement du film.
Spécifications
SG-3 Machine flow pack horizontale sans barquette à trois servomoteurs
| Modèle | |||
| Matériaux d’emballage | Films complexes thermoscellables : Paper/PE, OPP/PE, PT/PE, AL/PE, etc. | ||
| Largeur max. du film (mm) | 450 | 450 | 450 |
| Dimensions sachet (mm) L × l × H |
L: 90-400 l: 10-150 H: 5-40 |
L: 100-400 l: 10-150 H: 10-60 |
L: 120-450 l: 10-150 H: 30-75 |
| Cadence (sachets/min) | 30-110 | 30-110 | 30-110 |
| Dimensions hors tout (mm) | 4300×1350×1960 (hors convoyeur pousseur) | ||
| Poids (kg) | 1200 | 1200 | 1200 |
| Puissance moteur (kW) | Servomoteur : 0,75 kW ×1, 1 kW ×1, 1,5 kW ×1; moteur d’extraction d’air : 0,37 kW ×1 | ||
| Alimentation électrique | Monophasé 220 V, 50 Hz | ||
| Puissance totale(kW) | 7 | 7 | 7 |
SG-5 Machine flow pack horizontale sans barquette à cinq servomoteurs
| Modèle | |||
| Matériaux d’emballage | Films complexes thermoscellables : Paper/PE, OPP/PP, PT/PE, AL/PE, OPP/PE, etc. | ||
| Largeur max. du film (mm) | 450 | 450 | 450 |
| Dimensions sachet (mm) L × l × H |
L: 75-400 l: 10-120 H: 5 -40 |
L: 90-400 l: 10-120 H: 15 -60 |
L: 110-400 l: 10 -120 H: 30 - 90 |
| Cadence (sachets/min) | 30-180 | 30-150 | 30-120 |
| Dimensions hors tout (mm) | 4300×1350×1960 (hors convoyeur pousseur) | ||
| Poids (kg) | 1300 | 1300 | 1300 |
| Puissance moteur (kW) | Servomoteur : 1 kW × 4; servomoteur : 2,6 kW × 1; moteur d’extraction d’air : 0,37 kW × 1 | ||
| Alimentation électrique | Triphasé 380 V, 50 Hz | ||
| Puissance totale(kW) | 9 | 9 | 9 |
Les paramètres techniques réels peuvent varier selon le produit à conditionner et les exigences d’emballage. Les spécifications finales sont à valider conjointement.